最高の塗着効率を実現するEAコーティング
EAコーティングはどんな塗布対象でも非常に高い塗着効率を示します。
当社測定方法による平板では、ほぼ100%の塗着効率を示しております。これまで、さまざまな塗布試験を実施しておりますが、非常に高い塗着効率を示しております。
1. 塗着効率
塗布機器の塗着効率は、被塗物へ液剤が無駄なく付着できるかを示す指標です。
塗着効率(=E%)は、塗布対象の必要部位に塗着した液剤の乾燥固形分質量とその塗布に使用した液剤の乾燥固形分質量の比として測定し次の式で求められます。
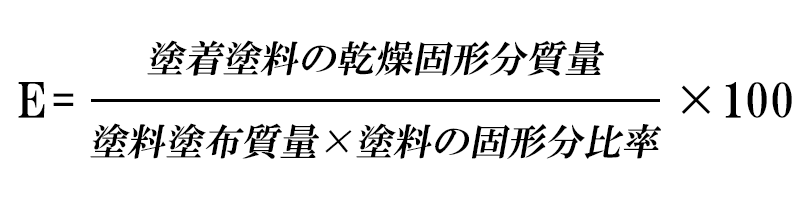
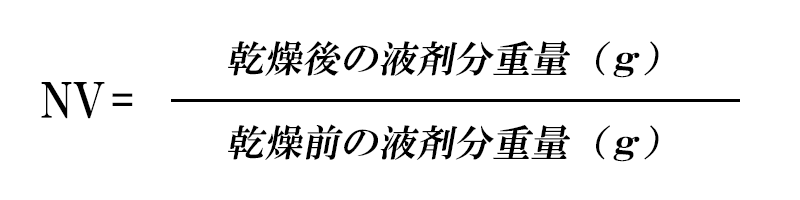
ここでの塗布の乾燥固形分(NV)は次の通りである。
通常、各メーカーが示す塗布機器の塗着効率は、各塗布機器が達成可能な最高値を示しています。
塗布機器の塗着効率測定の塗布対象は平板で、スプレーは平板に対し垂直に塗布されることで、各塗布機器が達成可能な最高値を示します。

実際の塗布では図1の塗着効率以下となります。
塗布対象・塗布方法によっては塗着効率は大きく低下することになり、条件によっては塗着効率が0%近くなってしまいます。

2.EAコーティングと霧化原理
EAコーティングの霧化原理
構成:ノズルと塗布対象の間の荷電のみ
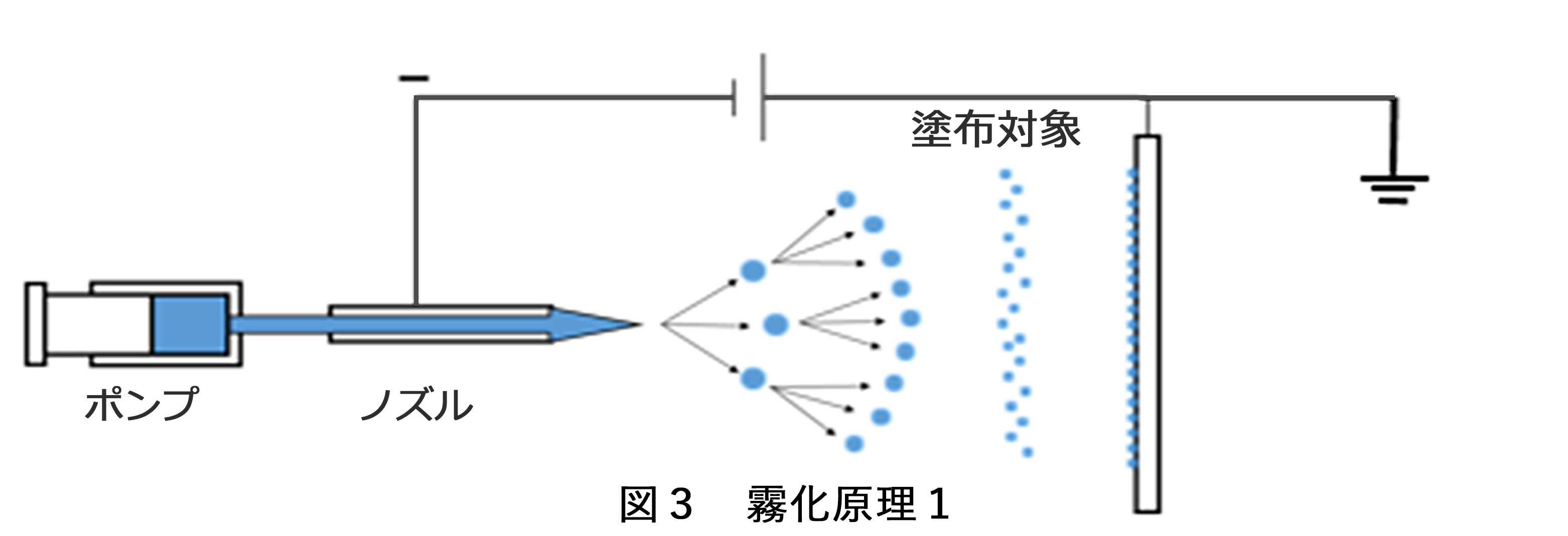
霧化原理
(1)液滴の吐出:静電気により塗料がノズルより細く引き出されその先端から液滴が分離
(2)表面積縮小:液滴から溶剤が気化して表面積が縮小
(3)静電分裂:液滴表面の電荷密度増加が液滴の帯電限界を超え、電荷同士の反発で小さい粒子に分裂
(4)(2)表面積縮小・(3)静電分裂の繰り返し

3.EAコーティングと塗着効率
EAコーティングはエレクトロスプレー法を用いた新しい霧化技術で、
・圧縮空気を使用しない ・高帯電な霧化粒子
により、多くの場合≒100%の塗着効率を示し、実際の塗布対象でも塗着効率の低下が少なく非常に高い塗着効率を示します。
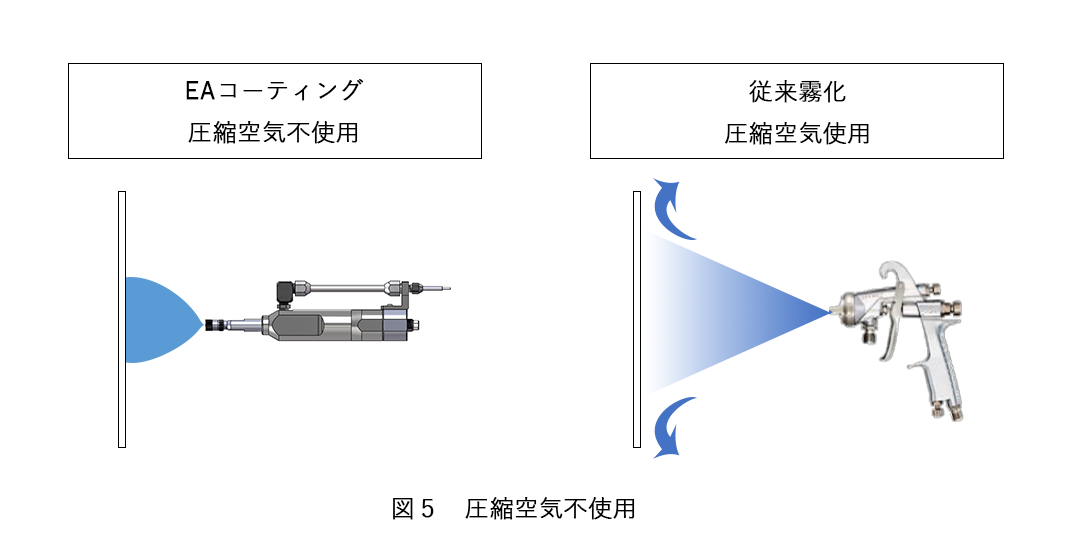
3-1. 圧縮空気を使用しない
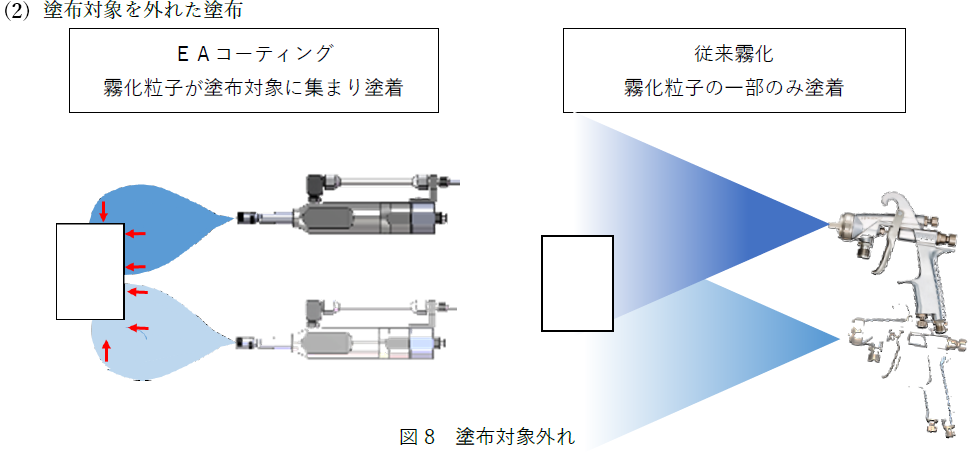
従来の多くの霧化技術は圧縮空気を使用して霧化及び霧化粒子の塗布対象への搬送をおこないますが、塗布対象に到達した霧化粒子の一部は圧縮空気の流れ乗って飛散してしまいます。
一方EAコーティングは霧化粒子の搬送も霧化も静電気のみのため、圧縮空気の流れ乗って飛散することがありません。
3-2. 高帯電な霧化粒子
EAコーティングの高帯電な霧化粒子は塗布対象の必要部位に集まり高塗着効率を示します。

最高の塗着効率を実現するEAコーティング
当社では、新しいスプレー塗布技術を用いた塗り方の研究開発をおこなっております。あわせて、EAコーティングの装置開発をおこなっております。
現在は、塗りテスト依頼を頂き、これまでの塗布方法では実現出来なかった新しい価値づくりをおこなっております。
EAコーティングにご興味を頂きましたら、塗りテストの依頼をいただき「シーズとニーズ」がマッチングするかを検証させて頂きます。下記、お問合せフォームよりご気軽に申しつけお願い致します。